



Технологията за рязане с диамантена тел е известна още като технология за консолидиращо абразивно рязане. Това е метод на галванично покритие или свързване със смола, при който диамантеният абразив се консолидира върху повърхността на стоманена тел. Диамантената тел действа директно върху повърхността на силициевия прът или силициевия блок, за да се получи шлифоване и да се постигне ефект на рязане. Диамантената тел се характеризира с висока скорост на рязане, висока точност на рязане и ниска загуба на материал.
В момента пазарът на монокристални силициеви пластини за рязане с диамантена тел е напълно приет, но в процеса на промотиране се наблюдава и проблем с кадифено бялото. С оглед на това, тази статия се фокусира върху това как да се предотврати проблемът с кадифено бялото рязане с диамантена тел на монокристални силициеви пластини.
Процесът на почистване на монокристална силициева пластина с диамантена тел се състои в отстраняване на силициевата пластина, изрязана от машината за рязане на тел, от смолната плоча, отстраняване на гумената лента и почистване на силициевата пластина. Почистващото оборудване е основно машина за предварително почистване (машина за обезмасляване) и почистваща машина. Основният процес на почистване на машината за предварително почистване е: подаване-пръскане-пръскане-ултразвуково почистване-обезмасляване-изплакване с чиста вода-подхранване. Основният процес на почистване на почистващата машина е: подаване-изплакване с чиста вода-изплакване с чиста вода-алкално измиване-алкално измиване-изплакване с чиста вода-изплакване с чиста вода-предварителна дехидратация (бавно повдигане)-сушене-подхранване.
Принципът на изработката на монокристален кадифе
Монокристалната силициева пластина е характеристика на анизотропна корозия на монокристалната силициева пластина. Принципът на реакцията е следното химично уравнение:
Si + 2NaOH + H2O = Na2SiO3 + 2H2↑
По същество, процесът на образуване на велур е: разтвор на NaOH за различна скорост на корозия на различна кристална повърхност, (100) скорост на повърхностна корозия от (111), така че (100) към монокристалната силициева пластина след анизотропна корозия, в крайна сметка образува върху повърхността (111) четиристранен конус, а именно „пирамидална“ структура (както е показано на фигура 1). След като структурата се образува, когато светлината падне върху наклона на пирамидата под определен ъгъл, тя ще се отрази към наклона под друг ъгъл, образувайки вторично или по-голямо поглъщане, като по този начин намалява отражателната способност върху повърхността на силициевата пластина, т.е. ефектът на улавяне на светлина (вижте фигура 2). Колкото по-добър е размерът и еднородността на „пирамидалната“ структура, толкова по-очевиден е ефектът на улавяне и толкова по-ниска е повърхностната емисия на силициевата пластина.
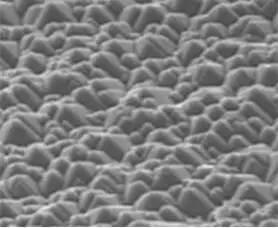
Фигура 1: Микроморфология на монокристална силициева пластина след алкално производство
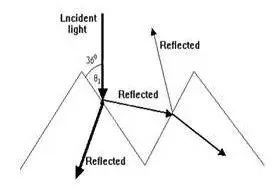
Фигура 2: Принципът на улавяне на светлината на „пирамидалната“ структура
Анализ на избелването на монокристали
Чрез сканиращ електронен микроскоп върху бяла силициева пластина беше установено, че пирамидалната микроструктура на бялата пластина в областта на замърсяването практически не е образувана и повърхността изглежда има слой от „восъчни“ остатъци, докато пирамидалната структура на велура в бялата област на същата силициева пластина е по-добре образувана (виж Фигура 3). Ако има остатъци по повърхността на монокристалната силициева пластина, повърхността ще има остатъчна площ с размер на „пирамидална“ структура и еднородност на генериране, а ефектът на нормалната област е недостатъчен, което води до остатъчна кадифена отражателна способност на повърхността с по-висока от нормалната област, като областта с висока отражателна способност се отразява визуално като бяла в сравнение с нормалната област. Както може да се види от формата на разпределението на бялата област, тя не е правилна или правилна в голяма област, а само в локални области. Вероятно локалните замърсители по повърхността на силициевата пластина не са почистени или състоянието на повърхността на силициевата пластина е причинено от вторично замърсяване.
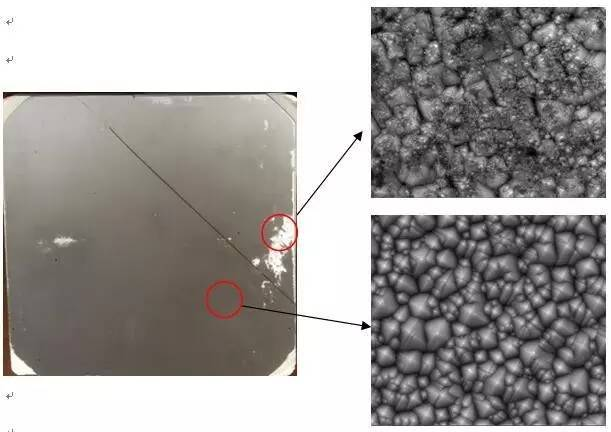
Фигура 3: Сравнение на регионалните разлики в микроструктурата на кадифено бели силициеви пластини
Повърхността на силициевата пластина, режеща с диамантена тел, е по-гладка и повредите са по-малки (както е показано на Фигура 4). В сравнение със силициевата пластина, режеща с хоросан, скоростта на реакция между алкала и повърхността на силициевата пластина, режеща с диамантена тел, е по-бавна от тази на монокристалната силициева пластина, режеща с хоросан, така че влиянието на повърхностните остатъци върху кадифения ефект е по-очевидно.
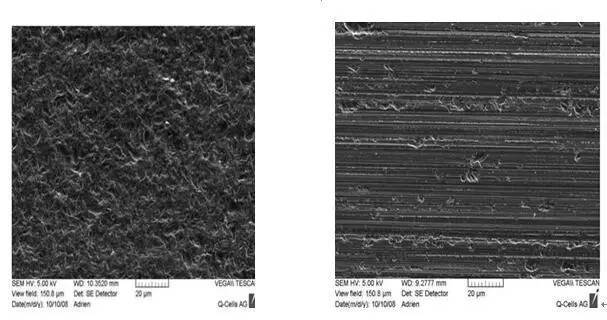
Фигура 4: (A) Микрофотография на повърхността на силициева пластина, нарязана с хоросан (B) Микрофотография на повърхността на силициева пластина, нарязана с диамантена тел
Основният остатъчен източник на повърхността на силициевите пластини, нарязани с диамантена тел
(1) Охлаждаща течност: основните компоненти на охлаждащата течност за рязане с диамантена тел са повърхностноактивно вещество, диспергатор, обеззаразяващ агент, вода и други компоненти. Режещата течност с отлични характеристики има добра способност за суспендиране, диспергиране и лесно почистване. Повърхностноактивните вещества обикновено имат по-добри хидрофилни свойства, което ги прави лесни за почистване в процеса на почистване на силициеви пластини. Непрекъснатото разбъркване и циркулация на тези добавки във водата ще доведе до образуване на голямо количество пяна, което ще намали потока на охлаждащата течност, ще повлияе на охлаждащата ефективност и ще доведе до сериозни проблеми с пяната и дори преливането ѝ, което ще повлияе сериозно на употребата. Поради това, охлаждащата течност обикновено се използва с обеззаразяващ агент. За да се осигури обеззаразяваща ефективност, традиционните силикони и полиетери обикновено са слабо хидрофилни. Разтворителят във водата се адсорбира много лесно и остава върху повърхността на силициевата пластина при последващото почистване, което води до проблема с белите петна. И не е добре съвместим с основните компоненти на охлаждащата течност, следователно трябва да се направи на два компонента, основните компоненти и антипенителите се добавят във вода. В процеса на употреба, в зависимост от състоянието на пяната, не е възможно количествено да се контролира употребата и дозировката на антипенителите. Лесно може да се стигне до предозиране на антипенителите, което води до увеличаване на остатъците по повърхността на силициевите пластини. Също така е по-неудобно за работа. Поради ниската цена на суровините и суровините за антипенители, повечето битови охлаждащи течности използват тази формулна система. Друга охлаждаща течност използва нов антипенител, който е добре съвместим с основните компоненти, без добавки, може ефективно и количествено да контролира количеството си, може ефективно да предотврати прекомерната употреба. Упражненията също са много удобни за изпълнение. С правилния процес на почистване, остатъците му могат да бъдат контролирани до много ниски нива. В Япония и няколко местни производители приемат тази формулна система, но поради високата цена на суровините, ценовото ѝ предимство не е очевидно.
(2) Версия с лепило и смола: в по-късния етап от процеса на рязане с диамантена тел, силициевата пластина близо до входящия край е предварително прорязана, силициевата пластина на изходния край все още не е прорязана, диамантената тел, отрязана в началото, е започнала да реже гумения слой и смолната плоча, тъй като лепилото за силициевия прът и смолната плоча са продукти от епоксидна смола, точката им на омекване е основно между 55 и 95℃. Ако точката на омекване на гумения слой или смолната плоча е ниска, те могат лесно да се нагреят по време на процеса на рязане и да омекнат и разтопят, което води до намаляване на режещата способност на диамантената линия, или силициевите пластини се оцветяват със смола, след като са прикрепени, е много трудно да се отмият. Такова замърсяване се случва най-често близо до ръба на силициевата пластина.
(3) силициев прах: по време на процеса на рязане с диамантена тел се образува много силициев прах. По време на рязане съдържанието на охлаждащата течност в хоросана ще се повиши. Когато прахът е достатъчно голям, той ще се залепи за силициевата повърхност. Рязането с диамантена тел с различни размери силициев прах води до по-лесното му адсорбиране върху силициевата повърхност, което затруднява почистването. Затова е необходимо да се осигури редовност и качество на охлаждащата течност и да се намали съдържанието на прах в нея.
(4) Почистващ препарат: настоящите производители на диамантено въжени рязане най-често използват едновременно рязане с хоросан, като най-често използват предварително измиване за рязане с хоросан, процес на почистване и почистващ препарат и т.н. Технологията за рязане с единична диамантена тел от режещия механизъм образува пълен набор от линии, охлаждащата течност и рязането с хоросан имат големи разлики, така че съответният процес на почистване, дозата на почистващия препарат, формулата и т.н. трябва да се коригират за рязане с диамантено въже. Почистващият препарат е важен аспект, оригиналната формула на почистващия препарат е повърхностно активно вещество, алкалността му не е подходяща за почистване на силициеви пластини, рязани с диамантено въже, трябва да се вземе предвид съставът и повърхностните остатъци от целевия почистващ препарат за повърхността на силициевите пластини, рязани с диамантено въже. Както бе споменато по-горе, съставът на пеногасителя не е необходим при рязане с хоросан.
(5) Вода: Преливната вода от рязане с диамантена тел, предварително измиване и почистване съдържа примеси, които могат да се адсорбират върху повърхността на силициевата пластина.
Намалете проблема с правенето на кадифената коса да изглежда бяла, като предложения
(1) Да се използва охлаждаща течност с добра дисперсия, като е необходимо охлаждащата течност да използва нискоостатъчен пеногасител, за да се намалят остатъците от компонентите на охлаждащата течност върху повърхността на силициевата пластина;
(2) Използвайте подходящо лепило и смолна плоча, за да намалите замърсяването на силициевата пластина;
(3) Охлаждащата течност се разрежда с чиста вода, за да се гарантира, че в използваната вода няма лесни остатъчни примеси;
(4) За повърхността на силициевата пластина, нарязана с диамантена тел, използвайте по-подходящ почистващ препарат за активност и почистващ ефект;
(5) Използвайте системата за онлайн регенериране на охлаждаща течност Diamond Line, за да намалите съдържанието на силициев прах в процеса на рязане, така че ефективно да контролирате остатъците от силициев прах върху повърхността на силициевата пластина. В същото време, това може да подобри температурата на водата, дебита и времето за предварително измиване, за да се гарантира, че силициевият прах се измива навреме.
(6) След като силициевата пластина бъде поставена върху почистващата маса, тя трябва да бъде обработена незабавно и да се поддържа мокра по време на целия процес на почистване.
(7) Силициевата пластина поддържа повърхността си влажна по време на процеса на обезмасляване и не може да изсъхне естествено. (8) В процеса на почистване на силициевата пластина, времето, прекарано на въздух, може да се намали максимално, за да се предотврати образуването на „цветя“ по повърхността ѝ.
(9) Почистващият персонал не трябва да докосва директно повърхността на силициевата пластина по време на целия процес на почистване и трябва да носи гумени ръкавици, за да не се оставят пръстови отпечатъци.
(10) В [2], краят на батерията се почиства с водороден пероксид H2O2 + алкален NaOH в обемно съотношение 1:26 (3% разтвор на NaOH), което може ефективно да намали появата на проблема. Принципът му е подобен на почистващия разтвор SC1 (известен като течност 1) на полупроводникова силициева пластина. Основният му механизъм е, че окислителният филм върху повърхността на силициевата пластина се образува чрез окисляване на H2O2, който се корозира от NaOH, като окислението и корозията се случват многократно. Следователно, частиците, прикрепени към силициевия прах, смола, метал и др.), също попадат в почистващата течност заедно с корозионния слой; поради окисляването на H2O2, органичната материя върху повърхността на пластината се разлага на CO2, H2O и се отстранява. Този процес на почистване се използва от производителите на силициеви пластини за почистване на монокристални силициеви пластини чрез рязане с диамантена тел, силициеви пластини в Тайван и други производители на батерии, за да се справят с проблеми с масовото използване на кадифено бяло. Има и производители на батерии, които използват подобен процес на предварително почистване с кадифе, като също така ефективно контролират появата на кадифено бяло. Вижда се, че този процес на почистване се добавя към процеса на почистване на силициевите пластини, за да се премахнат остатъците от силициевите пластини, така че ефективно да се реши проблемът с белите косми в края на батерията.
заключение
В момента рязането с диамантена тел се е превърнало в основна технология за обработка в областта на рязането на монокристали, но в процеса на насърчаване на проблема с избелването на кадифето е тревожен за производителите на силициеви пластини и батерии, което води до известна устойчивост на производителите на батерии при рязане с диамантена тел. Чрез сравнителен анализ на бялата зона, тя се причинява главно от остатъци по повърхността на силициевата пластина. За да се предотврати по-добре проблемът със силициевите пластини в клетката, тази статия анализира възможните източници на повърхностно замърсяване на силициевите пластини, както и предложения и мерки за подобрение в производството. В зависимост от броя, областта и формата на белите петна, причините могат да бъдат анализирани и подобрени. Особено се препоръчва използването на процес на почистване с водороден пероксид + алкали. Успешният опит е доказал, че това може ефективно да предотврати проблема с избелването на кадифето при рязане с диамантена тел, за справка на експерти в индустрията и производители.
Време на публикуване: 30 май 2024 г.